وقتی صحبت از جوشکاری ورق نازک می شود، اولین پرسش این است که جوشکاری ورق نازک چگونه انجام می شود و چه روش هایی باعث کاهش سوختگی، تاب برداشتگی و ایجاد خط جوش تمیز می شود؟ در یک پاسخ، می توان گفت که این نوع جوشکاری به دلیل ضخامت کم، نیازمند کنترل دقیق حرارت، سرعت، نوع الکترود یا سیم جوش و مهارت بالا است تا از سوراخ شدن ورق جلوگیری شود و نتیجه کار، تمیز و استاندارد باشد. در این مسیر، انتخاب تجهیزات درست و رعایت اصول فنی، مهمترین نقش را ایفا می کند.
جوشکاری ورق نازک چیست؟
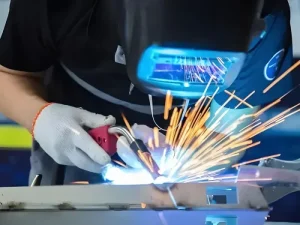
جوشکاری ورق نازک به فرآیندی گفته می شود که در آن ورق های فلزی با ضخامت کم، معمولا کمتر از ۳ میلی متر، با دقت بالا و کنترل حرارت دقیق به یکدیگر متصل می شوند. چون این ورق ها در برابر حرارت حساس هستند، کوچک ترین افزایش دما می تواند باعث تاب برداشتگی، سوختگی یا سوراخ شدن آنها شود. به همین دلیل، جوشکاری ورق نازک نیازمند مهارت، تجهیزات مناسب و تنظیمات دقیق ولتاژ، آمپر و سرعت حرکت تورچ است. در این روش معمولا از تکنیک هایی مانند TIG، MIG و CO2 استفاده می شود تا حرارت کنترل شده تری ایجاد شود و یک خط جوش تمیز، یکنواخت و مقاوم به دست آید. این نوع جوشکاری در صنایع بدنه خودرو، تجهیزات خانگی، قطعات ظریف استیل و ساخت سازه های سبک کاربرد فراوان دارد.
برای شروع جوشکاری ورق نازک چه آماده سازی هایی لازم است؟
قبل از آغاز این جوشکاری لازم است سطح کار، شرایط قطعه و تجهیزات را کاملا آماده کنید تا در هنگام حرارت دهی مشکلی ایجاد نشود و خط جوش یکنواخت به دست آید:
- تمیز کردن سطح ورق باعث می شود در جوشکاری ورق نازک، قوس الکتریکی پایدارتر باشد و کیفیت جوش به خاطر آلودگی کاهش پیدا نکند.
- تنظیم فاصله اتصال و ایجاد فیکس مناسب موجب می شود ورق هنگام حرارت دهی جابهجا نشود و در نتیجه، خط جوش دقیق تر و بدون موج افتادگی ایجاد شود.
- انتخاب سیم جوش، تورچ و شدت جریان مناسب کمک می کند هنگام جوشکاری ورق نازک احتمال سوراخ شدن یا سوختگی به حداقل برسد.
- در صورت استفاده از گاز محافظ، بررسی نشتی ها و فشار مخزن ضروری است تا قوس الکتریکی پایدار و بدون نوسان ایجاد شود و کیفیت نهایی جوشکاری ورق نازک حفظ گردد.
چطور می توان جوشکاری ورق نازک را با حرارت کمتر انجام داد؟
کاهش حرارت راز اصلی موفقیت در این جوشکاری است، زیرا حرارت زیاد باعث سوراخ شدن و کاهش مقاومت ورق می شود:
- تنظیم جریان پایین و حرکت سریع تورچ باعث می شود حرارت در یک نقطه تجمع پیدا نکند و ورق در هنگام جوشکاری ورق نازک نسوزد.
- استفاده از تکنیک پالس حرارتی کمک می کند قوس به صورت متناوب فعال باشد و گرمای کمتری وارد ورق شود.
- انتخاب سیم جوش نازک تر و سرعت مناسب تغذیه سیم موجب توزیع بهتر حرارت و افزایش کنترل در جوشکاری ورق نازک می شود.
- استفاده از صفحه مسی یا خنک کننده در زیر قطعه، انتقال حرارت را افزایش می دهد و مانع از ایجاد موج و تاب برداشتگی در جوشکاری ورق نازک می شود.
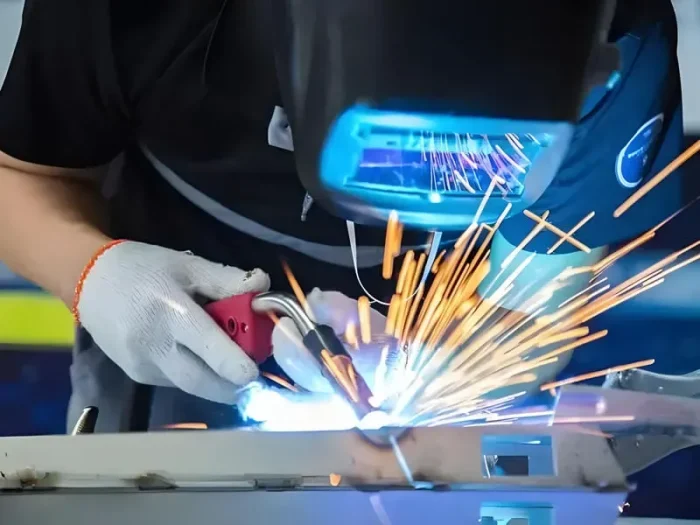
جوشکاری ورق نازک چگونه انجام می شود ؟
چگونه از تاب برداشتگی ورق در زمان جوشکاری ورق نازک جلوگیری کنیم؟
تاب برداشتگی در زمان جوشکاری ورق نازک از رایج ترین مشکلات است و به دلیل تجمع حرارت در یک نقطه رخ می دهد:
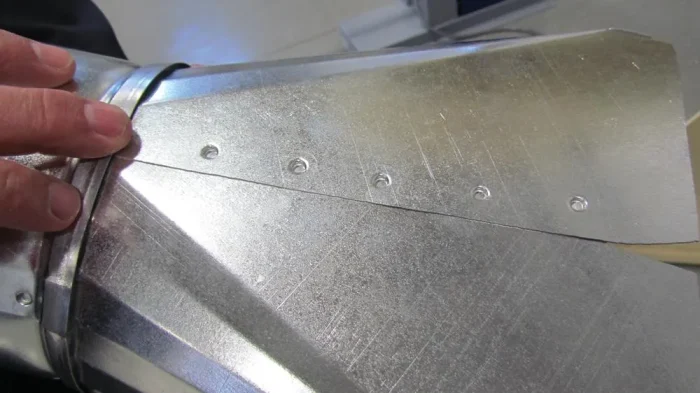
- ایجاد نقطه جوش های پراکنده روشی مؤثر است زیرا ورق در اثر حرارت یک طرفه دچار پیچش نمی شود و خط جوش، صاف باقی می ماند.
- کاهش زمان توقف قوس روی یک نقطه باعث جلوگیری از تجمع گرما می شود و تاب برداشتگی سطح را به حداقل می رساند.
- استفاده از گیره های محکم کننده و قرار دادن ورق روی صفحه خنک کننده، موجب حفظ فرم اولیه ورق در طول جوشکاری ورق نازک می شود.
چگونه می توان از سوراخ شدن یا سوختگی ورق جلوگیری کرد؟
یکی از چالش های اصلی در جوشکاری ورق نازک جلوگیری از سوراخ شدن است که معمولا به دلیل عدم کنترل حرارت رخ می دهد:
- انتخاب جریان پایین، الکترود مناسب و حرکت یکنواخت تورچ سبب می شود حرارت بیش از حد وارد ورق نشود و سوراخ شدن کاهش یابد.
- استفاده از سیم جوش نازک تر در روش های میگ و CO2 باعث کنترل بهتر قوس و جلوگیری از تمرکز شدید حرارت می شود.
- فاصله مناسب نوک سیم تا سطح ورق کمک می کند قوس پایدارتر باشد و جوشکاری ورق نازک بدون ایجاد آسیب انجام شود.
- قرار دادن یک صفحه مسی زیر ورق، حرارت را سریع خارج می کند و احتمال سوختگی را هنگام جوشکاری ورق نازک کاهش می دهد، به خصوص در زمان خرید تجهیزات CO2 از شرکت صنایع جوش قائم ولد که برای کارهای ظریف مناسب هستند.
چگونه خط جوش در ورق نازک مقاوم تر و زیباتر می شود؟
ظاهر و استحکام خط جوش در پروژه هایی که شامل جوشکاری ورق نازک هستند اهمیت زیادی دارد:
- نگه داشتن سرعت ثابت در حرکت تورچ موجب می شود خط جوش یکنواخت و بدون گسستگی ایجاد شود و کیفیت نهایی این جوشکاری افزایش یابد.
- انتخاب گاز محافظ استاندارد مانند آرگون یا مخلوط آرگون-CO2 باعث می شود سطح جوش، تمیز و براق باشد، به خصوص هنگام خرید تجهیزات جوش آرگون که کاربرد زیادی در کارهای دقیق دارد.
- تنظیم صحیح ولتاژ، آمپر و سرعت سیم جوش، سبب نفوذ مناسب مذاب و ایجاد یک جوش مقاوم در ورق نازک می شود.
- انتخاب نازل مناسب و بررسی تمیز بودن آن باعث می شود قوس پایدارتر بوده و ظاهر خط جوش در جوشکاری ورق نازک حرفه ای تر دیده شود و هزینه های جانبی مثل قیمت اکسسوری جوش نیز به صرفه تر گردد.
نتیجه گیری
جوشکاری ورق نازک، فرآیندی حساس، دقیق و وابسته به کنترل حرارت است و هرچه مهارت جوشکار و انتخاب تجهیزات بهتر باشد، نتیجه نهایی تمیزتر، مقاوم تر و بدون تاب برداشتگی خواهد بود. تنظیم جریان کم، حرکت سریع، استفاده از گاز محافظ مناسب، آماده سازی صحیح ورق و رعایت روش های مرحله به مرحله به درستی، باعث می شود جوشکاری ورق نازک با کیفیت بالا و بدون سوراخ شدن یا تاب برداشتگی انجام شود.